EN
Semua yang Anda Perlu Tahu Mengenai Alat Penggerudian Batu Tungsten Carbide
Berita Industri-Alat penggerudian batu tungsten karbida adalah tulang belakang operasi penggerudian moden dalam kerja perlombongan, pembinaan, kuari dan geoteknik. Sama ada anda meletup melalui granit di lombong terbuka atau asas berlabuh di batu kapur keras, prestasi gerudi anda bergantung hampir sepenuhnya pada kualiti dan reka bentuk perkakas karbida pada muka pemotongan. Panduan ini membahagikan semua perkara praktikal yang perlu anda ketahui — daripada cara alat ini berfungsi kepada cara memilih yang betul dan memastikan ia berjalan lebih lama.
Apa yang Menjadikan Tungsten Carbide Bahan Yang Tepat untuk Penggerudian Batu
Tungsten karbida (WC) ialah bahan komposit yang dibuat dengan mensinter zarah tungsten karbida dengan pengikat logam — paling biasa kobalt. Hasilnya ialah bahan yang sangat keras dengan kekerasan Vickers antara 1,400 hingga 1,800 HV, menjadikannya jauh lebih keras daripada keluli sambil masih mengekalkan keliatan yang mencukupi untuk menyerap beban hentaman berulang yang diperlukan oleh penggerudian batu.
Apa yang membezakan tungsten karbida daripada bahan keras lain ialah gabungan sifatnya. Seramik tulen lebih keras tetapi terlalu rapuh untuk penggerudian perkusi. Keluli alat lebih keras tetapi haus terlalu cepat terhadap batu yang melelas. Karbida mencapai keseimbangan yang diperlukan oleh penggerudian praktikal: ia menahan haus kasar, mengendalikan pemuatan mampatan dengan baik, dan boleh dikisar dengan tepat ke dalam geometri tertentu yang sesuai dengan jenis batuan dan kaedah penggerudian yang berbeza.
Kandungan pengikat kobalt adalah salah satu pembolehubah terpenting dalam perumusan karbida. Peratusan kobalt yang lebih tinggi (12–16%) meningkatkan keliatan dan rintangan hentaman, menjadikannya sesuai untuk batuan patah atau heterogen. Kandungan kobalt yang lebih rendah (6–8%) menghasilkan gred yang lebih keras, lebih tahan haus sesuai untuk pembentukan homogen yang sangat melelas seperti kuarzit atau batu pasir. Memilih gred yang salah untuk pembentukan anda adalah punca biasa kegagalan alat pramatang.
Jenis Utama Alat Penggerudian Batu Tungsten Carbide
Istilah "alat penggerudian batu tungsten karbida" merangkumi rangkaian produk yang luas. Memahami jenis alat khusus untuk aplikasi anda ialah langkah pertama ke arah penggerudian yang cekap.
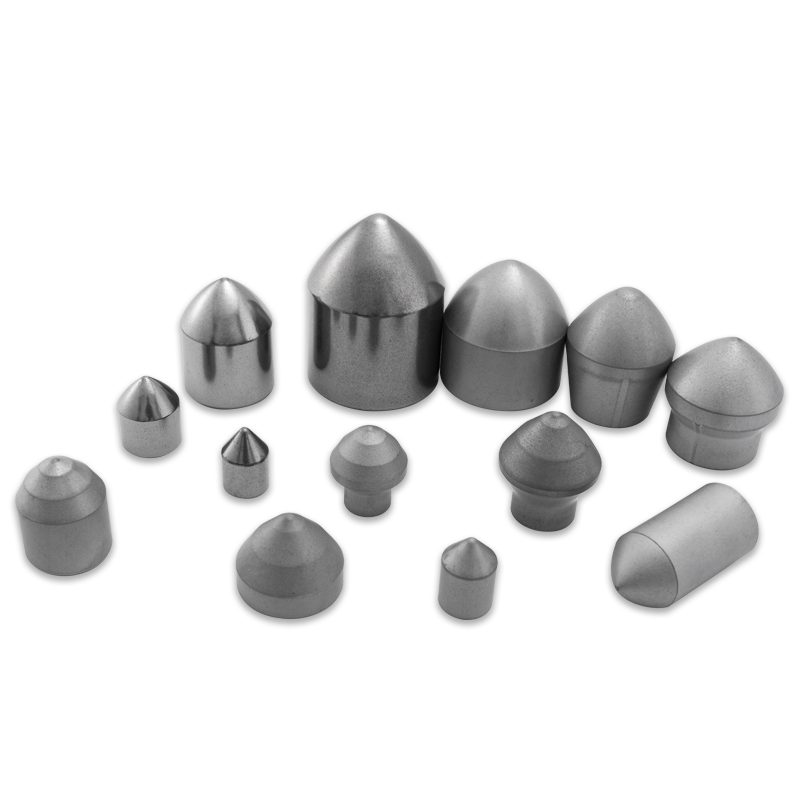
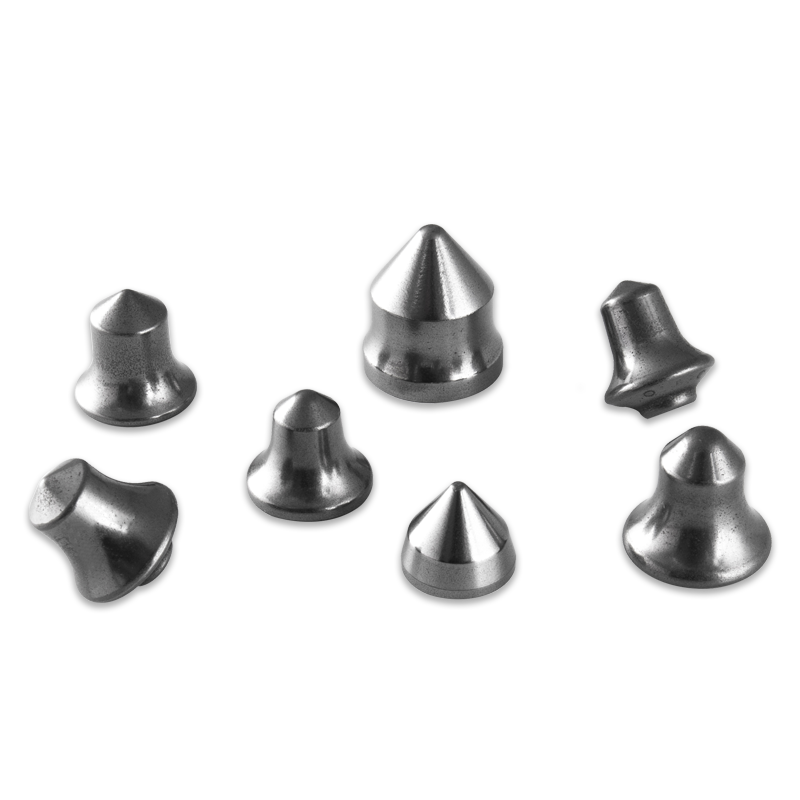
Bit Butang
Bit butang adalah alat penggerudian karbida yang paling banyak digunakan dalam perlombongan permukaan dan bawah tanah. Sisipan karbida berbentuk sfera atau balistik dipasang tekan ke dalam badan keluli dalam corak yang direka untuk menutup muka gerudi penuh. Bit butang digunakan dalam sistem penggerudian rotary-percussive dan boleh didapati dalam konfigurasi muka rata, cembung (kubah), dan cekung, setiap satu sesuai dengan keadaan batuan yang berbeza.
- Butang sfera: Terbaik untuk batu yang keras dan kasar; rintangan haus maksimum.
- Butang balistik (parabola): Kadar penembusan yang lebih baik dalam batuan sederhana keras; disyorkan di mana ROP adalah keutamaan.
- Butang ovoid: Satu kompromi antara balistik dan sfera, biasa dalam pembentukan kekerasan campuran.
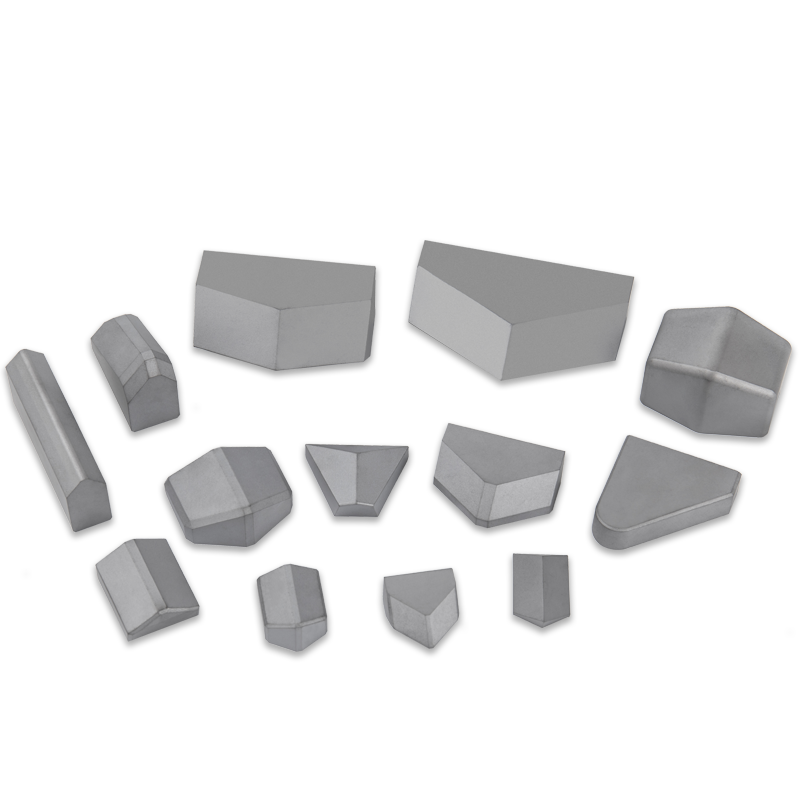
Cross Bit dan X-Bits
Bit silang mempunyai empat sayap karbida yang disusun dalam corak silang atau X yang dipateri ke dalam badan keluli. Ia biasanya digunakan dalam penggerudian perkusi ringan seperti penggerudian jackleg dan penggerudian drifter dalam batuan yang lebih lembut hingga sederhana keras. Bit silang adalah lebih mudah untuk dihasilkan dan dikisar semula, menjadikannya menjimatkan untuk aplikasi di mana keadaan pembentukan agak konsisten. Walau bagaimanapun, ia lebih cepat haus daripada bit butang dalam formasi yang sangat kasar.
Mata Pahat
Bit pahat menggunakan sisipan karbida tunggal atau jalur karbida dipateri dalam konfigurasi pemotongan linear. Ia digunakan terutamanya untuk gerudi perkusi genggam berdiameter lebih kecil, penggerudian sauh pembinaan dan pecah sekunder. Geometri ringkas mereka menjadikannya murah dan mudah untuk diasah semula, walaupun ia terhad kepada batuan yang lebih lembut dan diameter lubang yang lebih kecil.
Bit Penggelek Tricone dengan Sisipan Karbida
Dalam penggerudian berputar untuk lubang letupan besar dan aplikasi minyak & gas, bit tricone menggunakan sisipan tungsten karbida yang ditekan ke dalam gigi keluli kon berputar. Apabila kon itu bergolek melintasi muka batu, sisipan menghancurkan dan memecahkan formasi. Sisip geometri berjulat daripada bentuk hemisfera tumpul untuk batu keras kepada bentuk pahat memanjang untuk pembentukan lembut. Ini adalah alat kos tinggi tetapi menawarkan kadar penembusan yang sangat baik dalam aplikasi berputar berdiameter besar.
Bit Tukul DTH (Down-The-Hole).
Bit DTH ialah jenis bit butang khusus yang direka untuk digunakan dengan sistem tukul bawah lubang, di mana mekanisme perkusi bergerak ke bawah rentetan gerudi dan memukul bit terus pada muka batu. Ini meminimumkan kehilangan tenaga dan menjadikan penggerudian DTH sangat cekap untuk lubang dalam dan batu keras. Susun atur butang karbida dan geometri muka bit DTH direka bentuk khusus untuk kesan frekuensi tinggi dan tenaga tinggi daripada operasi tukul.
Cara Memilih Alat Penggerudian Batu Karbida yang Tepat
Memilih alat gerudi tungsten karbida yang betul melibatkan pemadanan sifat alat kepada empat pembolehubah utama: jenis batu, kaedah penggerudian, diameter lubang dan keadaan operasi. Memperbetulkan padanan ini secara langsung mempengaruhi kadar penembusan, hayat alat dan kos setiap meter yang digerudi.
| Jenis Batu | Jenis Alat yang Disyorkan | Gred karbida |
| Lembut (batu kapur, arang batu, syal) | Mata pahat atau mata pangkah | Kobalt tinggi (gred sukar) |
| Sederhana (granit, basalt) | Bit butang (sisipan balistik) | Kobalt sederhana (gred seimbang) |
| Keras & melelas (kuarzit, chert) | Bit butang (sisipan sfera) atau bit DTH | Kobalt rendah (gred tahan haus) |
| Pembentukan patah / berubah-ubah | Bit silang atau bit butang teguh | Kobalt tinggi (tahan hentaman) |
| Putar lubang dalam (diameter besar) | Bit roller tricone dengan sisipan karbida | Dipadankan dengan kekerasan pembentukan |
Di luar jenis batu, pertimbangkan sistem penggerudian yang digunakan. Penggerudian rotary-percussive (tukul atas) berprestasi terbaik dengan bit butang standard pada kedalaman sehingga 30–40 meter. Sistem DTH mengambil alih lubang yang lebih dalam di mana penghantaran tenaga melalui rentetan rod panjang sebaliknya akan mengurangkan kecekapan. Sistem berputar tulen memerlukan bit sisipan atau bit seret bergantung pada kekuatan mampatan pembentukan.

Petunjuk Kualiti Utama Semasa Menilai Alat Gerudi Karbida
Bukan semua alat penggerudian batu tungsten karbida dicipta sama rata. Apabila membandingkan produk daripada pengeluar yang berbeza atau mendapatkan alatan baharu, ini ialah penunjuk kualiti yang paling penting:
- Saiz butiran karbida: Karbida bijirin halus (sub-mikron) memberikan kekerasan dan rintangan haus yang lebih tinggi. Struktur butiran yang lebih kasar meningkatkan keliatan tetapi mengorbankan rintangan lelasan.
- Masukkan toleransi muat tekan: Untuk bit butang, kesesuaian gangguan antara sisipan dan badan keluli adalah kritikal. Kesesuaian yang longgar menyebabkan kehilangan sisipan; muat yang terlalu ketat menyebabkan karbida retak semasa menekan.
- Kualiti badan keluli: Badan keluli gerudi mestilah cukup kuat untuk menahan keretakan keletihan di bawah hentakan berulang. Keluli aloi rendah dikeraskan kes selepas pemesinan mengatasi prestasi badan keluli lembut dalam hayat perkhidmatan.
- Sisipkan ketekalan geometri: Sisipan hendaklah mempunyai geometri seragam dan kemasan permukaan. Ketidakkonsistenan dalam ketinggian butang atau kedudukan menghasilkan beban tidak sekata di seluruh muka dan mempercepatkan haus pada sisipan terdedah.
- Reka bentuk lubang pembilasan: Saluran pembilasan yang mencukupi dan kedudukan yang baik di muka bit adalah penting untuk membersihkan keratan dan menyejukkan karbida. Port curahan yang disekat atau bersaiz kecil mengurangkan kadar penembusan dan meningkatkan degradasi karbida berkaitan haba.
Cara Memanjangkan Hayat Perkhidmatan Alat Penggerudian Karbida Anda
Alat penggerudian batu karbida tungsten mewakili sebahagian besar kos guna guna penggerudian. Pengurusan alatan dan amalan operasi yang berdisiplin boleh memanjangkan hayat perkhidmatan secara mendadak dan mengurangkan kos setiap meter.
Mengisar semula Bit Butang pada Jadual
Pengisaran semula bit butang adalah salah satu amalan paling kos efektif dalam pengurusan alat karbida. Apabila butang haus, mereka membangunkan flat haus rata pada bahagian atasnya yang mengurangkan kadar penembusan dan meningkatkan input tenaga bagi setiap meter yang digerudi. Pengikatan semula memulihkan profil butang asal sebelum flat haus menjadi terlalu besar. Peraturan praktikal adalah untuk mengisar semula apabila memakai diameter rata mencapai 30-40% daripada diameter butang. Menunggu terlalu lama bermakna lebih banyak karbida mesti dialih keluar bagi setiap kitaran kincir semula, memendekkan jumlah bilangan kitaran kincir semula sebelum bit dihentikan.
Memadankan Daya Suapan dan Tenaga Kesan kepada Pembentukan
Menjalankan daya suapan yang berlebihan atau tekanan perkusi dalam batu lembut adalah punca biasa keretakan karbida dan kehilangan sisipan. Karbida direka untuk menghancurkan batu melalui hentaman — jika penembusan terlalu cepat untuk keratan dibilas, mata gerudi boleh mengganggu dan menumpukan tekanan pada sisipan individu. Padankan suapan, kelajuan putaran dan tenaga perkusi dengan kekuatan mampatan pembentukan. Kebanyakan pengeluar pelantar gerudi menyediakan parameter operasi yang disyorkan untuk kelas batuan tertentu.
Mengekalkan Pembilasan yang Mencukupi
Curahan yang tidak mencukupi bertanggungjawab untuk sebahagian besar daripada kegagalan alat karbida pramatang. Keratan yang tidak dikosongkan dimasukkan ke dalam bahagian bawah lubang dan menyebabkan serpihan batu mengisar semula pada muka gerudi, mempercepatkan haus. Untuk pembilasan udara, kekalkan halaju udara lubang geru minimum 15–20 m/s. Untuk pembilasan air atau buih, pastikan kadar alir yang mencukupi untuk diameter lubang yang digerudi. Periksa dan bersihkan port curahan pada bit dengan kerap — malah sekatan separa mengurangkan keberkesanan curahan dengan ketara.
Penyimpanan dan Pengendalian yang Betul
Tungsten karbida keras tetapi tidak kebal daripada kerosakan akibat hentaman. Menjatuhkan bit ke permukaan keras atau menyimpannya longgar di dalam tong di mana ia mengetuk antara satu sama lain menyebabkan sisipan karbida pecah sebelum ia memasuki perkhidmatan. Simpan bit secara menegak dalam rak khusus atau dalam bekas terlindung dengan pembahagi. Angkut ke dan dari muka gerudi dalam beg alat dan bukannya longgar dalam kotak alat.
Mod Kegagalan Biasa dan Apa yang Mereka Beritahu Anda
Memeriksa alat penggerudian batu karbida tungsten yang haus atau gagal memberitahu anda banyak perkara tentang sama ada pemilihan alat, persediaan gerudi atau amalan operasi perlu diubah. Berikut ialah corak kegagalan yang paling biasa dan puncanya:
- Malah memakai rata pada semua butang: Haus kasar biasa — alat telah digunakan dengan sewajarnya. Teruskan dengan mengisar semula.
- Butang retak atau pecah: Biasanya menunjukkan tenaga hentaman yang berlebihan untuk pembentukan, gred karbida yang salah (terlalu rapuh), atau menggerudi ke dalam zon lompang atau kerosakan. Pertimbangkan untuk bertukar kepada gred karbida yang lebih keras.
- Kehilangan butang (soket kosong): Disebabkan oleh pemasangan tekan yang tidak mencukupi, keretakan lesu pada soket keluli, atau kejadian baul yang menarik sisipan keluar di bawah daya sisi. Periksa badan keluli untuk keretakan soket.
- Haus tidak sekata (butang tolok haus lebih cepat): Biasa apabila lubang itu bersaiz besar, membenarkan bit hanyut dan memuatkan butang tolok secara tidak seimbang. Periksa keadaan penjajaran dan penstabil.
- Pemeriksaan haba atau retak permukaan pada butang: Menunjukkan kelesuan haba akibat pembilasan yang tidak mencukupi. Karbida menjadi terlalu panas, retak akibat kitaran suhu yang pantas. Tingkatkan aliran curahan dan semak port yang disekat.
- Hakisan badan keluli atau pembersihan: Medium pembilasan memotong terus ke dalam keluli di sekeliling sisipan karbida. Disebabkan oleh pengedaran semula zarah kasar. Semak kedudukan port pembilasan dan pemindahan keratan.
Aplikasi Industri Di Mana Alat Penggerudian Batu Karbida Adalah Kritikal
Petua dan sisipan gerudi tungsten karbida digunakan merentasi pelbagai industri, setiap satu dengan keperluan khusus yang mempengaruhi reka bentuk alat dan pemilihan bahan.
- Perlombongan permukaan dan kuari: Bit butang berdiameter besar dan bit DTH digunakan untuk penggerudian lubang letupan dalam operasi lubang terbuka. Diameter gerudi biasanya berkisar antara 89 mm hingga 311 mm, dan hayat alat diukur dalam meter per bit, dikaitkan secara langsung dengan kos letupan setiap tan.
- Perlombongan batu keras bawah tanah: Bit butang berdiameter lebih kecil dan bit silang digunakan dalam penggerudian hanyut, berhenti dan pengeluaran. Keadaan bawah tanah menambahkan kerumitan — akses terhad, pengudaraan terhad, dan keperluan untuk perubahan bit pantas meningkatkan nilai alat karbida yang tahan lebih lama.
- Pembinaan awam dan terowong: Bit gerudi karbida digunakan untuk pemasangan bolt batu, penggerudian pra-belahan, dan coring penerokaan di hadapan muka terowong. Kebolehpercayaan alat amat penting dalam aplikasi ini di mana masa henti peralatan yang tidak dijangka menjejaskan jadual projek dan keselamatan pekerja.
- Telaga air dan penggerudian geoterma: Bit tukul DTH dengan sisipan karbida digunakan secara meluas untuk penggerudian telaga air melalui formasi batuan keras. Aplikasi ini menuntut output meter yang tinggi setiap bit dan prestasi yang boleh dipercayai dalam pelbagai formasi tanpa perubahan bit yang kerap.
- Penerokaan minyak dan gas: Bit trikon dengan sisipan tungsten karbida menggerudi melalui pembentukan keras dan kasar dalam telaga minyak dan gas. Dalam aplikasi ini, kos bit adalah faktor kecil berbanding kos masa pelantar setiap hari, menjadikan kualiti sisipan karbida dan ketahanan bit diutamakan.
Perkara yang Perlu Diperhatikan Apabila Menyumber Alat Penggerudian Batu Tungsten Carbide
Pasaran global untuk alat penggerudian karbida terdiri daripada pengeluar Eropah dan Amerika Utara premium kepada rangkaian luas pembekal Asia. Perbezaan harga adalah ketara, tetapi kos per meter yang digerudi — bukan harga pembelian — ialah metrik yang betul untuk menilai nilai perkakas.
Apabila menilai pembekal, minta spesifikasi gred karbida yang diperakui termasuk saiz butiran, kandungan kobalt, kekerasan (HRA atau HV), dan kekuatan pecah melintang (TRS). Pengeluar bereputasi menyediakan nilai ini dan boleh mengesyorkan gred khusus untuk pembentukan anda. Minta data ujian medan atau rujukan daripada operasi dalam keadaan geologi yang serupa. Sedikit yang berharga 20% lebih tetapi menggerudi 50% lebih meter setiap bit memberikan nilai yang jelas — tetapi anda memerlukan data untuk mengesahkan tuntutan tersebut sebelum membuat komitmen kepada pembekal.
Juga pertimbangkan sokongan selepas jualan: ketersediaan perkhidmatan atau peralatan pengisaran semula, masa utama penghantaran untuk alat gantian dan sokongan teknikal untuk mod kegagalan menyelesaikan masalah. Operasi di lokasi terpencil terutamanya mendapat manfaat daripada pembekal dengan stok serantau dan logistik yang cepat, kerana masa gerudi menunggu untuk perkakas boleh menelan kos yang jauh lebih tinggi daripada sebarang penjimatan pada harga bit.
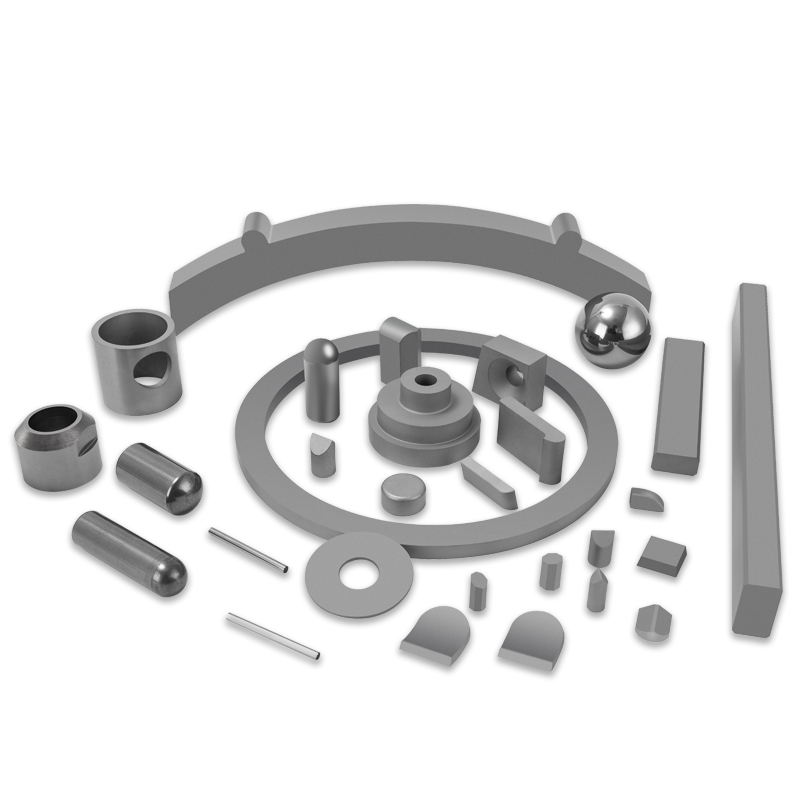
Produk Kami //
Produk Berkaitan