EN
Alat Pengilangan Jalan Tungsten Carbide: Apa Itu, Cara Ia Berfungsi, dan Cara Mendapat Manfaat Terbaik daripadanya
Berita Industri-Apakah Alat Pengilangan Jalan Tungsten Carbide dan Mengapa Ia Penting
Alat pengilangan jalan tungsten karbida - juga biasa dipanggil pemetik pengilangan karbida, bit pengisar jalan, gigi penggilingan sejuk atau pemotong penggilingan turapan - ialah elemen pemotong individu yang dipasang pada dram berputar mesin penggilingan sejuk. Apabila mesin pengisar jalan melepasi permukaan asfalt atau turapan konkrit, alat berhujung karbida yang kecil tetapi luar biasa keras inilah yang melakukan kerja sebenar memecahkan, memotong dan mengeluarkan bahan turapan. Setiap alat ialah komponen yang direka bentuk dengan tepat yang terdiri daripada badan keluli, pemegang keluli yang dikeraskan atau pemasangan blok, dan hujung karbida tungsten yang dipateri atau dipasang ditekan pada hujung pemotongan. Hujung karbida tungsten ialah penghujung perniagaan alat — ia menyentuh turapan secara langsung dan mesti menahan tegasan gabungan hentaman, lelasan, mampatan dan haba yang dijana semasa pengilangan pada kelajuan putaran dram yang boleh melebihi 100 pusingan seminit.
Sebab tungsten karbida adalah bahan pilihan untuk petua alat pengilangan jalan adalah gabungan kekerasan dan rintangan haus yang luar biasa. Dengan penarafan kekerasan kira-kira 9.5 pada skala Mohs — kedua selepas berlian — dan kekuatan mampatan yang jauh melebihi keluli berkelajuan tinggi atau bahan alat lain, tungsten karbida mengekalkan geometri pemotongannya jauh lebih lama daripada bahan alternatif apabila tertakluk kepada keadaan melelas melampau pengilangan turapan. Ini diterjemahkan terus kepada kekerapan penggantian alat yang lebih rendah, masa henti mesin dikurangkan, ketekalan kualiti pemotongan yang lebih baik sepanjang hayat kerja alat, dan akhirnya mengurangkan jumlah kos bagi setiap meter persegi permukaan giling. Dalam operasi pemulihan jalan dan penyelenggaraan turapan di mana penggunaan alat adalah salah satu kos operasi berubah yang paling ketara, kualiti dan spesifikasi alat pengilangan tungsten karbida mempunyai kesan yang boleh diukur ke atas keuntungan projek.
Anatomi Pick Pengilangan Tungsten Carbide
Memahami struktur alat pengisar jalan karbida membantu menjelaskan mengapa reka bentuk yang berbeza menunjukkan prestasi yang berbeza dalam pelbagai keadaan turapan dan mengapa pemadanan spesifikasi alat dengan aplikasi adalah sangat penting untuk mencapai prestasi optimum dan hayat alat.
Petua Tungsten Carbide
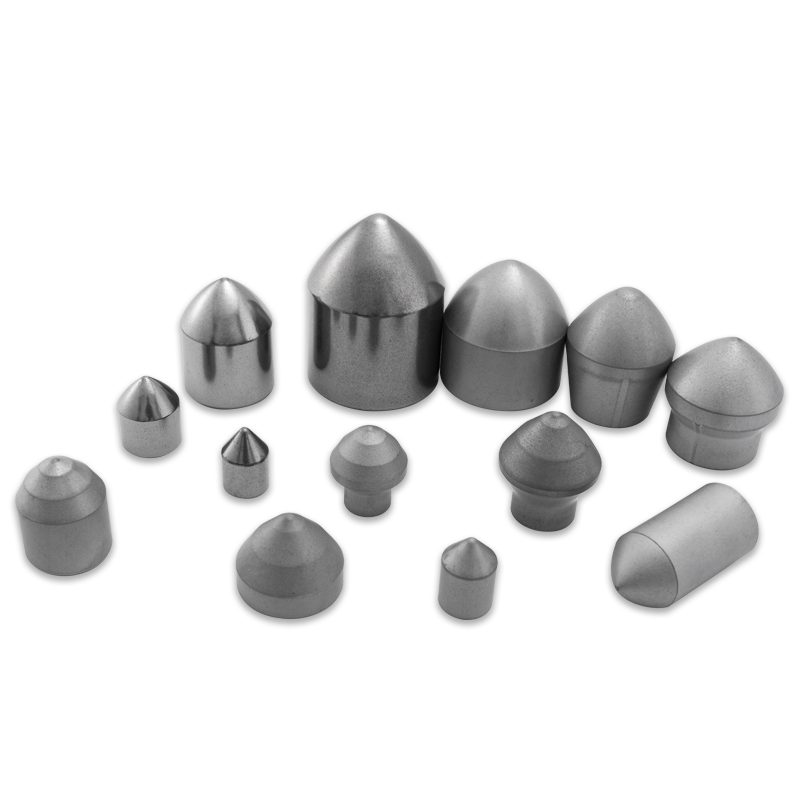
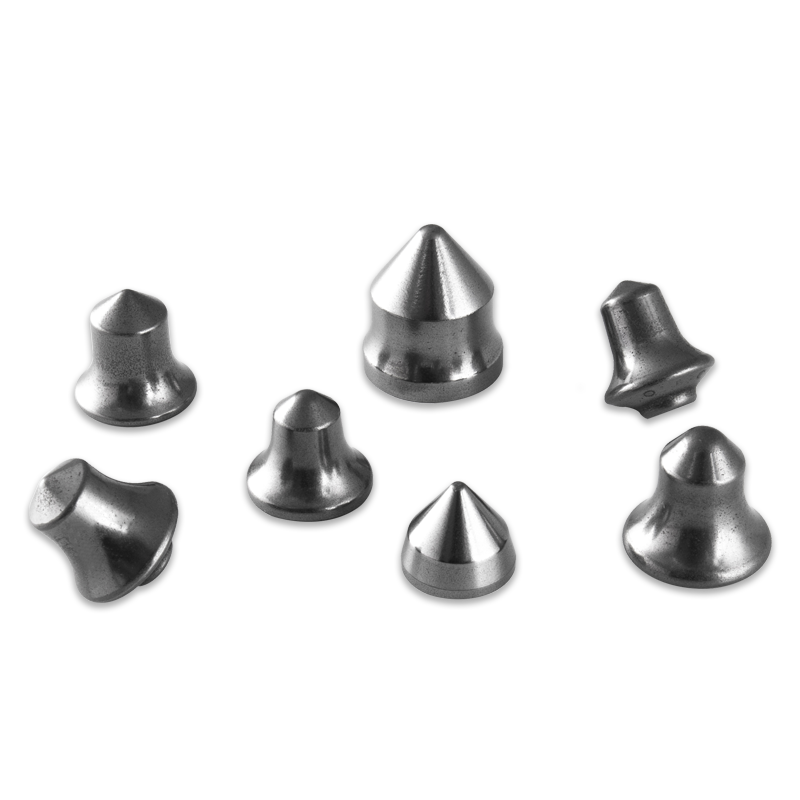
Hujung karbida ialah komponen paling kritikal dari segi teknikal alat pengilangan jalan. Ia dihasilkan daripada karbida tungsten bersimen — bahan komposit yang dihasilkan dengan mensinter serbuk tungsten karbida dengan pengikat logam, selalunya kobalt, pada suhu dan tekanan yang sangat tinggi. Sifat hujung karbida siap ditentukan oleh saiz butiran serbuk tungsten karbida, kandungan pengikat kobalt, dan keadaan pensinteran. Gred karbida bijirin halus dengan kandungan kobalt yang lebih rendah (6–8%) memberikan kekerasan maksimum dan rintangan haus, menjadikannya sesuai untuk aplikasi lelasan tinggi seperti mengisar agregat keras atau turapan konkrit. Gred bijirin yang lebih kasar dengan kandungan kobalt yang lebih tinggi (10–12%) mengorbankan sedikit kekerasan untuk keliatan dan rintangan hentaman yang lebih baik, menjadikannya lebih sesuai untuk aplikasi pengilangan yang melibatkan pemuatan hentaman, seperti bekerja di turapan yang retak teruk atau tidak teratur di mana alat itu mengalami hentaman berat sekejap-sekejap. Geometri hujung - sudut kon, jejari hujung dan bentuk keseluruhan - mempengaruhi keberkesanan ia menembusi turapan dan cara daya pemotongan diagihkan melalui badan alat semasa mengisar.
Badan Alat dan Batang
Badan alat keluli menghantar daya pemotongan dari hujung karbida ke pemegang alat dan pemasangan dram. Ia biasanya dihasilkan daripada keluli aloi karbon sederhana yang dirawat haba untuk memberikan gabungan kekerasan permukaan yang seimbang dengan teliti — untuk menahan haus kasar daripada bahan turapan yang mengalir melepasi badan semasa pemotongan — dan keliatan teras untuk menyerap beban hentaman tanpa patah. Diameter batang ialah dimensi piawai yang mesti sepadan dengan lubang pemegang alat tempat ia dimasukkan. Diameter batang yang paling biasa untuk alat pengilangan jalan ialah 22mm, walaupun batang 25mm dan 30mm digunakan pada mesin tugas berat dan konfigurasi dram tertentu. Cincin muka keras pelindung haus sering digunakan di sekeliling pangkal hujung karbida pada reka bentuk alat premium untuk melindungi badan keluli dalam zon haus tinggi serta-merta di belakang hujung, memanjangkan hayat perkhidmatan badan dan mengurangkan kekerapan di mana keseluruhan alat mesti diganti walaupun hujung karbida masih boleh diservis.
Pemegang Alat dan Sistem Blok
Alat pengilangan jalan tidak dikimpal terus ke dram. Ia dimasukkan ke dalam pemegang alat - juga dipanggil pemegang blok atau blok asas - yang dikimpal pada permukaan dram dalam corak tertentu. Pemegang alat menjalankan dua fungsi kritikal: ia menyediakan kedudukan sudut tepat alat berbanding permukaan dram yang menentukan geometri pemotongan dan aliran bahan, dan ia membolehkan penggantian alat pantas di lapangan tanpa perlu mengimpal atau memesin dram itu sendiri. Antara muka alat-ke-pemegang menggunakan sistem pengekalan spring — biasanya cincin snap atau klip spring di sekeliling batang alat — yang memegang alat dengan selamat semasa operasi sambil membenarkan ia tersingkir dengan penebuk hanyut dan diganti dalam beberapa saat apabila haus. Badan pemegang itu sendiri adalah item haus yang juga mesti dipantau dan diganti secara berkala, kerana haus pemegang yang berlebihan menyebabkan salah jajaran alat yang mempercepatkan kerosakan hujung karbida dan mengurangkan kualiti pengilangan.
Cara Alat Pengilangan Karbida Disusun pada Dram dan Mengapa Ia Penting
Corak di mana alat pengilangan jalan tungsten karbida dipasang pada dram — jaraknya, orientasi sudut dan konfigurasi baris — adalah sama pentingnya dengan alatan itu sendiri dalam menentukan prestasi pengilangan. Konfigurasi gendang direka bentuk untuk mengimbangi beberapa keperluan yang bersaing: kecekapan pemotongan, kualiti tekstur permukaan, aliran bahan melalui perumahan dram, ciri getaran, dan pengagihan beban pemotongan merentas alatan individu.
Alatan disusun dalam barisan heliks di sekeliling lilitan dram, dengan sudut heliks dan jarak alat-ke-alat dalam setiap baris menentukan corak potongan yang ditinggalkan di permukaan giling. Jarak alat yang lebih halus — lebih banyak alatan bagi setiap unit lebar dram — menghasilkan tekstur permukaan giling yang lebih licin dengan rabung yang lebih kecil di antara pemotongan alat individu, yang penting apabila permukaan yang dikisar akan digunakan sebagai permukaan larian sementara sebelum menurap semula, atau apabila keteraturan permukaan adalah kritikal untuk lekatan lapisan turapan berikutnya. Jarak alat yang lebih luas menghasilkan tekstur yang lebih kasar yang menjana penyingkiran bahan yang lebih agresif bagi setiap alat dan mengurangkan kuasa yang diperlukan bagi setiap unit luas, yang boleh memberi kelebihan dalam operasi pengilangan dalam di mana produktiviti diutamakan berbanding kualiti kemasan permukaan.
Orientasi sudut setiap pemegang alat pada dram — kedua-dua sudut jejari (berapa jauh ke hadapan alat bersandar pada arah putaran) dan sudut sisi (kecondongan sisi paksi alat berbanding paksi dram) — mengawal cara hujung karbida melibatkan turapan, cara daya pemotongan diagihkan dan cara bahan kisar diarahkan ke dalam sistem penghantar. Ketepatan dalam kejuruteraan konfigurasi dram ialah salah satu pembeza utama antara mesin pengilangan berprestasi tinggi daripada pengeluar terkemuka dan alternatif berkualiti rendah yang mungkin mencapai kadar penyingkiran bahan yang boleh diterima tetapi menghasilkan tekstur permukaan yang lebih rendah, kadar haus alat yang lebih tinggi dan getaran mesin yang lebih besar.
Jenis Alat Pengilangan Jalan Tungsten Carbide dan Aplikasi Khususnya
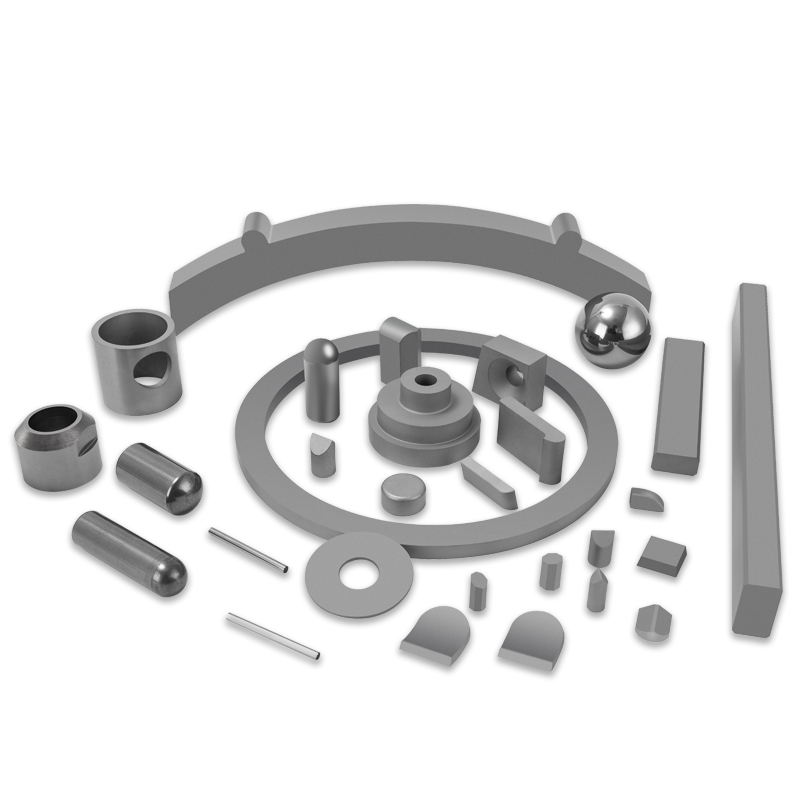
Pasaran alat pengilangan jalan menawarkan beberapa jenis alat berbeza yang dioptimumkan untuk bahan turapan yang berbeza, kedalaman pengilangan, saiz mesin dan keutamaan prestasi. Memilih jenis alat yang betul untuk aplikasi khusus ialah salah satu keputusan yang paling berkesan dalam mengurus kos alat pengilangan dan produktiviti.
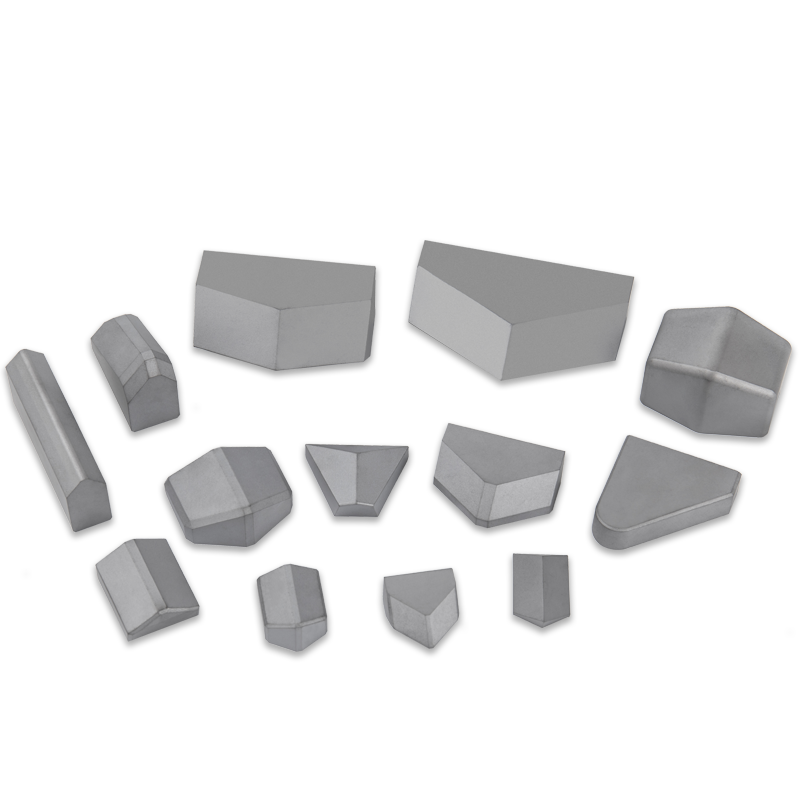
| Jenis Alat | Geometri Tip Karbida | Aplikasi Terbaik | Kelebihan Utama |
| Pilihan kon standard | Kon runcing, jejari hujung sederhana | Pengilangan asfalt am, penyingkiran laluan permukaan | Serbaguna, kos efektif, tersedia secara meluas |
| Pilihan tip balistik | Profil balistik bulat, jejari hujung yang lebih besar | Asfalt agregat keras, bahan turapan yang melelas | Rintangan haus yang unggul dalam keadaan yang sangat kasar |
| Pemilih muka rata atau pahat | Muka rata atau sedikit melengkung | Pengilangan halus, pemprofilan permukaan, pemotongan jalur gemuruh | Menghasilkan tekstur permukaan yang lebih licin, kawalan kedalaman yang tepat |
| Pick pengilangan konkrit | Hujung lebih tebal, badan diperkukuh | Pembuangan turapan konkrit simen Portland | Keliatan impak tinggi untuk tingkah laku patah rapuh konkrit |
| Gred ekonomi / standard | Geometri standard, gred karbida yang lebih rendah | Asfalt lelasan rendah, tempoh projek yang singkat | Kos pendahuluan yang lebih rendah di mana hayat alat bukanlah pemacu utama |
| Gred premium / jangka hayat | Geometri yang dioptimumkan, karbida gred tinggi, badan bertetulang | Pengilangan pengeluaran tinggi, turapan kasar atau berubah-ubah | Hayat alat maksimum, kos terendah setiap meter persegi berbanding projek penuh |
Faktor-Faktor Yang Menentukan Berapa Lama Pengilangan Bit Karbida Bertahan di Lapangan
Hayat alat ialah metrik yang paling langsung menentukan ekonomi operasi projek pengilangan jalan. Bilangan meter persegi turapan yang boleh dikisar bagi setiap set alatan sangat berbeza-beza — daripada beberapa ribu meter persegi dalam keadaan yang paling mencabar kepada puluhan ribu meter persegi dalam keadaan yang menggalakkan — dan memahami pembolehubah yang mendorong variasi ini membantu pengendali dan pengurus projek membuat keputusan yang lebih baik tentang pemilihan alat, tetapan mesin dan amalan pengendalian.

Kekerasan Bahan Turapan dan Jenis Agregat
Faktor tunggal yang paling berpengaruh dalam hayat alat pengilangan karbida ialah kekerasan dan kekasaran bahan turapan yang dipotong. Turapan asfalt yang mengandungi agregat igneus keras seperti kuarzit, granit atau basalt adalah jauh lebih kasar daripada yang menggunakan agregat batu kapur atau batu pasir yang lebih lembut, dan kadar haus alatan boleh dua hingga empat kali lebih tinggi dalam keadaan pengilangan yang sama. Konkrit bertetulang ialah bahan yang paling mencabar — gabungan agregat keras, pes simen dan tetulang keluli menghasilkan haus dan beban hentaman yang melampau yang mengehadkan hayat alat kepada sebahagian kecil daripada apa yang boleh dicapai dalam asfalt. Memahami geologi agregat turapan yang dikisar sebelum kerja dimulakan adalah input penting kepada ramalan penggunaan alat yang realistik.
Kedalaman Pengilangan dan Parameter Operasi Mesin
Potongan pengilangan yang lebih dalam meningkatkan beban setiap alat, haba yang dijana pada antara muka pemotongan, dan isipadu bahan setiap alat mesti memproses setiap unit masa, yang semuanya mempercepatkan haus. Mengendalikan mesin pengisar pada kelajuan hadapan lebih tinggi daripada yang sesuai untuk kedalaman pengilangan dan kekerasan turapan meningkatkan beban cip pada setiap alat dan boleh menyebabkan patah hujung karbida berbanding haus kasar secara beransur-ansur — mod kegagalan yang lebih merosakkan. Kelajuan putaran dram juga penting: menjalankan dram lebih cepat daripada yang diperlukan untuk bahan meningkatkan kekerapan hentaman tanpa meningkatkan produktiviti dan meningkatkan suhu hujung, yang mengurangkan kekerasan karbida dan mempercepatkan haus. Mengoptimumkan gabungan kelajuan hadapan, kedalaman pengilangan, dan kelajuan putaran dram untuk bahan turapan khusus ialah salah satu tuas paling berkesan untuk memanjangkan hayat alat tanpa menjejaskan kadar pengeluaran.
Prestasi Sistem Semburan Air
Mesin pengisar jalan dilengkapi dengan sistem semburan air yang mengarahkan air ke dram dan alatan semasa operasi. Sistem ini menjalankan dua fungsi kritikal: menyejukkan hujung karbida untuk mengelakkan kehilangan kekerasan berkaitan haba dan keretakan haba, dan menindas awan habuk yang dihasilkan oleh proses pengilangan. Sistem semburan air yang berfungsi dengan baik dengan kadar aliran yang mencukupi dan kedudukan muncung yang betul yang menyasarkan setiap baris alat boleh memanjangkan hayat alat karbida sebanyak 20–40% berbanding dengan beroperasi tanpa air atau dengan sistem semburan yang tidak diselenggara dengan baik. Muncung semburan yang disekat atau tidak sejajar adalah punca kehausan alat pramatang yang biasa dan mudah diabaikan, dan memeriksa sistem semburan pada permulaan setiap syif harus menjadi bahagian standard persediaan mesin.
Putaran Alat dan Pemantauan Haus
Pemilih pengilangan karbida tungsten direka bentuk untuk berputar bebas dalam pemegangnya semasa operasi, mengagihkan haus secara sama rata di sekeliling lilitan hujung karbida. Alat yang tidak boleh berputar — kerana lubang pemegangnya sudah haus, tercemar dengan serpihan, atau batang alat telah berkarat — haus secara tidak simetri, membentuk titik rata pada satu sisi hujung yang secara mendadak mengurangkan kecekapan pemotongan dan jangka hayatnya. Pemeriksaan berkala ke atas putaran alat semasa operasi, pelinciran batang alat semasa penggantian, dan penggantian pemegang yang haus sebelum menyebabkan sekatan putaran alat adalah amalan penting untuk memaksimumkan pulangan pelaburan dalam gred alat karbida premium.
Cara Memeriksa, Mengganti dan Mengurus Alat Pengilangan Tungsten Carbide di Tempat Kerja
Pengurusan alat yang berkesan di lapangan memerlukan pendekatan yang sistematik untuk pemeriksaan, penjadualan penggantian dan penyimpanan rekod yang melampaui sekadar menukar alat apabila ia nyata gagal. Program pengurusan alat yang proaktif mengurangkan masa henti yang tidak dirancang, meningkatkan konsistensi kualiti permukaan dan mengurangkan jumlah kos alat setiap projek dengan menangkap corak haus awal dan menangani puncanya sebelum ia meningkat.
- Tetapkan selang pemeriksaan biasa: Periksa dram penuh pada selang waktu tertentu — biasanya setiap 2–4 jam operasi pengilangan bergantung pada keadaan — dan bukannya menunggu masalah yang boleh dilihat muncul. Haus alatan peringkat awal adalah lebih mudah dan lebih murah untuk diuruskan berbanding kegagalan alat bencana yang merosakkan pemegang dan komponen dram. Gunakan lampu suluh dan cermin untuk memeriksa bahagian bawah dram semasa ia tidak bergerak dengan mesin dimatikan dan dikunci dengan selamat.
- Gantikan alatan dalam kumpulan dan bukannya secara individu: Apabila berbilang alatan dalam satu baris atau bahagian menunjukkan kehausan yang ketara, gantikan keseluruhan kumpulan dan bukannya alat individu yang paling haus sahaja. Set alatan haus bercampur mencipta pengagihan beban yang tidak sekata merentasi dram, membebankan alatan yang lebih baharu bersebelahan dengan yang haus teruk dan mempercepatkan kehausannya secara bergilir-gilir. Menggantikan alatan dalam kumpulan sistematik mengekalkan profil haus yang konsisten di seluruh dram.
- Periksa pemegang setiap kali alat ditukar: Ukur diameter lubang pemegang dengan tolok atau periksa kehausan bujur yang kelihatan, retak atau perubahan warna haba apabila alat dikeluarkan. Gergaji pemegang yang telah memakai saiz terlalu besar — biasanya lebih daripada 0.5mm di atas diameter lubang nominal — tidak akan mengekalkan batang alat baharu dengan betul, menghalang putaran alat dan menyebabkan kehausan pramatang alat ganti. Gantikan pemegang yang haus dengan segera daripada menggunakannya semula.
- Rekod penggunaan alat mengikut kedudukan dram: Mengesan kedudukan pada dram yang menggunakan alatan paling cepat mendedahkan corak haus sistematik yang menunjukkan isu operasi tertentu — liputan semburan air yang tidak mencukupi pada baris tertentu, salah jajaran pemegang dalam bahagian dram, atau keadaan turapan yang sangat agresif di kawasan tertentu pemotongan. Data ini tidak ternilai untuk mendiagnosis dan membetulkan masalah haus punca akar dan bukannya menggantikan alat secara reaktif.
- Gunakan alat pengekstrakan dan pemasangan alat yang betul: Menggunakan penebuk drift dan alat pemasangan yang diperbaiki atau tidak betul untuk menanggalkan dan memilih pengilangan tempat duduk merosakkan batang alat, lubang pemegang dan klip spring pengekalan, menyebabkan masalah muat yang menjejaskan keselamatan pengekalan alatan dan prestasi putaran. Sentiasa gunakan alat pengekstrakan dan pemasangan yang ditentukan pengeluar, dan latih semua kakitangan lapangan mengenai prosedur yang betul sebelum membenarkan mereka melakukan penyelenggaraan dram.
- Simpan alatan dan pemegang ganti dengan betul: Tungsten karbida rapuh dan boleh serpihan atau retak jika alatan dibuang dengan longgar ke dalam tong simpanan logam di mana ia berlanggar semasa pengangkutan. Simpan alatan ganti dalam dulang terbahagi atau pemegang gaya tiub yang menghalang sentuhan antara hujung karbida individu. Pastikan penyimpanan kering untuk mengelakkan kakisan batang yang menjejaskan putaran dan menyukarkan pengekstrakan alat pada masa hadapan.
Alat Pengilangan Karbida OEM lwn Pasaran Selepas: Cara Menilai Perbezaan Kos Sebenar
Salah satu keputusan pembelian yang paling kerap dihadapi oleh kontraktor pengilangan jalan ialah sama ada menggunakan alat pengilangan tungsten karbida pengeluar peralatan asli (OEM) atau alternatif selepas pasaran daripada pembekal pihak ketiga. Perbezaan harga antara OEM dan pemilih pengilangan jalan karbida selepas pasaran boleh menjadi besar — alat selepas pasaran selalunya 30–60% lebih murah seunit daripada setara OEM — tetapi perbandingan yang berkaitan bukanlah harga unit tetapi kos setiap meter persegi turapan berkisar, yang bergantung pada hayat alat, kadar kegagalan dan sebarang kos hiliran daripada kerosakan pemegang atau isu kualiti permukaan.
Alat pengilangan karbida OEM premium daripada pengeluar seperti Wirtgen, Kennametal, Element Six, dan Betek direka dan diuji khusus untuk konfigurasi dram dan keadaan operasi mesin yang dibekalkan dengannya. Mereka menggunakan gred karbida yang ditentukan dengan tepat, geometri hujung yang dioptimumkan, dan rawatan haba terkawal badan alat yang disahkan untuk menyampaikan sasaran hayat alat yang ditentukan dalam keadaan tertentu. Toleransi geometri gred karbida dan hujung dalam alat OEM premium dipegang pada spesifikasi yang lebih ketat daripada banyak alternatif selepas pasaran kos rendah, dan ketekalan ini ditunjukkan dalam hayat alat yang lebih boleh diramal dan kadar kegagalan yang lebih rendah dalam perkhidmatan.
Pembekal alat pengilangan karbida selepas pasaran bereputasi yang bereputasi yang melabur dalam kawalan kualiti metalurgi, menggunakan gred karbida yang setara dan mengeluarkan toleransi dimensi yang serasi dengan sistem pemegang sasaran boleh menawarkan nilai tulen. Risikonya terletak pada alatan pasaran selepas berkualiti rendah yang menggunakan gred karbida rendah dengan struktur bijian yang lebih kasar dan kandungan kobalt yang tidak konsisten, pematerian hujung yang tidak dikawal dengan baik ke badan yang membawa kepada kehilangan hujung pramatang, atau toleransi dimensi yang mengakibatkan pemegang yang tidak sesuai dan putaran alat yang terhad. Menilai alat selepas pasaran memerlukan menjalankan ujian lapangan terkawal yang membandingkan jumlah kos setiap meter persegi — mengambil kira kadar penggunaan alat, haus pemegang dan sebarang isu kualiti — dan bukannya membandingkan harga pembelian setiap alat. Alat yang kosnya lebih rendah 40% tetapi haus dua kali lebih pantas tidak memberikan penjimatan kos dan mungkin memberikan kos tambahan melalui peningkatan haus pemegang dan masa berhenti dram.
Memadankan Spesifikasi Alat Karbida kepada Aplikasi Pengilangan Jalan Biasa
Aplikasi pengilangan jalan yang berbeza meletakkan permintaan yang berbeza secara asasnya pada alat pengilangan tungsten karbida, dan menggunakan alat tujuan umum merentasi semua aplikasi jarang merupakan pendekatan yang paling kos efektif. Menjajarkan spesifikasi alat kepada jenis aplikasi ialah cara yang mudah untuk meningkatkan ekonomi alat tanpa mengubah volum pembelian atau merundingkan harga yang lebih baik.
- Pembuangan laluan permukaan (kedalaman 0–40mm) di jalan bandar: Ini adalah aplikasi volum tertinggi untuk kontraktor pengilangan jalan dan melibatkan pemotongan asfalt standard yang agak cetek pada kelajuan mesin sederhana. Pick karbida kon standard dalam karbida gred sederhana adalah pilihan yang sesuai. Keutamaan adalah hayat alat dan kualiti permukaan yang konsisten berbanding rintangan haus yang melampau, dan gred standard biasanya memberikan hasil kos setiap meter persegi terbaik dalam keadaan yang boleh diramal ini.
- Pengilangan dalam dan penambakan kedalaman penuh (40–300mm ): Operasi pengilangan dalam tertakluk kepada beban dan suhu yang jauh lebih tinggi daripada pengilangan permukaan, dan ketulan bahan giling yang lebih besar yang dijana pada kedalaman menghasilkan pemuatan impak yang lebih besar pada alat individu. Pemitik karbida gred premium dengan badan bertetulang dan kandungan kobalt yang lebih tinggi untuk keliatan impak yang dipertingkatkan ialah pilihan yang lebih baik di sini, walaupun kos unitnya lebih tinggi, kerana keliatan yang dipertingkatkan di bawah beban hentaman berat menghalang patah hujung yang menjadikan alat standard tidak ekonomik dalam aplikasi pengilangan dalam.
- Pengilangan lebuh raya dan lapangan terbang dengan agregat keras: Turapan lebuh raya dengan trafik tinggi kerap menggunakan agregat kuarzit atau granit yang menghasilkan lelasan yang melampau pada hujung alat karbida. Pemitik karbida petua balistik dengan gred karbida kobalt bijirin halus yang dirumus khusus untuk rintangan haus maksimum dalam keadaan lelasan tinggi akan secara konsisten mengatasi prestasi pilihan standard dalam aplikasi ini, memberikan lebih banyak meter persegi bagi setiap alat walaupun kos unit yang lebih tinggi.
- Pengilangan turapan konkrit dan scarifying: Pengilangan konkrit simen Portland adalah aplikasi yang paling mencabar untuk alat pengilangan jalan karbida. Kekerasan melampau agregat konkrit, digabungkan dengan gelagat patah rapuh konkrit yang menghasilkan ketulan bahan tidak sekata yang besar dan beban impak tinggi pada alatan, memerlukan pick pengilangan konkrit khusus dengan hujung karbida lebih tebal, badan keluli bertetulang dan gred karbida yang dioptimumkan untuk ketangguhan berbanding kekerasan tulen. Menggunakan pemetik pengilangan asfalt dalam konkrit adalah ekonomi palsu — kadar kegagalan dan penggunaan alat akan jauh melebihi perbezaan kos antara perkakas tujuan am dan khusus konkrit.
Produk Kami //
Produk Berkaitan