EN
Tungsten Carbide: Panduan Lengkap tentang Apa Itu, Cara Ia Dibuat dan Di Mana Ia Digunakan
Berita Industri-Apakah Tungsten Carbide Sebenarnya dan Mengapa Ia Sangat Luar Biasa
Tungsten karbida — selalunya disingkatkan sebagai WC atau hanya dirujuk sebagai karbida dalam tetapan industri — ialah sebatian kimia yang terbentuk dengan menggabungkan atom tungsten dan karbon dalam perkadaran yang sama. Dalam bentuk sebatian tulen, ia kelihatan sebagai serbuk kelabu halus, tetapi bahan yang digunakan oleh jurutera dan pengilang dalam amalan ialah tungsten karbida bersimen: komposit yang dihasilkan dengan mensinter serbuk tungsten karbida bersama-sama dengan pengikat logam, biasanya kobalt, pada suhu dan tekanan yang sangat tinggi. Proses pensinteran ini menggabungkan zarah-zarah karbida keras menjadi bahan padat, pepejal yang menggabungkan sifat-sifat yang tiada unsur tunggal boleh menyampaikan sendiri — kekerasan luar biasa, rintangan haus yang luar biasa, kekuatan mampatan tinggi, kekonduksian terma yang baik, dan ketumpatan lebih kurang dua kali ganda daripada keluli.
Nombor di sebalik sifat tungsten karbida benar-benar mengagumkan. Kekerasannya pada skala Vickers biasanya jatuh antara 1400 dan 1800 HV bergantung pada kandungan gred dan kobalt — beberapa kali lebih keras daripada keluli alat yang dikeraskan dan menghampiri kekerasan berlian, yang terletak pada kira-kira 10000 HV. Kekuatan mampatannya boleh melebihi 6000 MPa, menjadikannya salah satu bahan terkuat dalam mampatan yang tersedia untuk jurutera. Takat leburnya kira-kira 2870°C bermakna ia mengekalkan sifat mekanikalnya pada suhu di mana kebanyakan bahan kejuruteraan lain telah lama lembut atau gagal. Ciri-ciri ini secara kolektif menerangkan mengapa karbida tungsten bersimen menjadi sangat diperlukan dalam pelbagai aplikasi industri yang menuntut, daripada pemotongan logam dan perlombongan kepada peranti perubatan dan elektronik.
Cara Tungsten Carbide Dikilangkan: Daripada Bijih Mentah kepada Gred Siap
Pengeluaran bersimen tungsten karbida ialah proses berbilang peringkat yang bermula dengan perlombongan bijih tungsten dan berakhir dengan bahan komposit kejuruteraan tepat yang sifatnya dikawal kepada toleransi yang ketat. Memahami rantai pembuatan menjelaskan mengapa gred tungsten karbida berbeza dalam ciri prestasinya dan mengapa kualiti bahan mentah dan keadaan pemprosesan mempunyai kesan langsung ke atas sifat bahan siap.
Pengekstrakan dan Pemprosesan Bijih Tungsten
Sumber komersial utama tungsten ialah mineral scheelite (kalsium tungstate, CaWO₄) dan wolframite (besi mangan tungstate). China mendominasi pengeluaran tungsten global, menyumbang kira-kira 80% daripada keluaran dunia, dengan deposit yang besar juga ditemui di Rusia, Vietnam, Kanada dan Bolivia. Bijih yang dilombong mula-mula ditumpukan melalui pengapungan dan pengasingan graviti untuk meningkatkan kandungan tungsten, kemudian diproses secara kimia untuk menghasilkan ammonium paratungstate (APT) — bentuk perantaraan yang paling biasa dalam rantaian bekalan tungsten. APT kemudiannya dikurangkan di bawah atmosfera hidrogen pada suhu tinggi untuk menghasilkan serbuk logam tungsten, yang kemudiannya dikarburkan melalui tindak balas dengan karbon dalam relau suhu tinggi untuk menghasilkan serbuk tungsten karbida. Saiz zarah serbuk WC ini — yang boleh berjulat daripada sub-mikron hingga berpuluh-puluh mikron — ialah parameter kritikal yang secara langsung menentukan saiz butiran dan kekerasan karbida bersimen siap.
Campuran, Pengilangan, dan Penambahan Pengikat
Serbuk tungsten karbida diadun dengan serbuk kobalt — pengikat yang paling biasa, biasanya pada kepekatan antara 3% dan 25% mengikut berat bergantung pada gred sasaran — bersama-sama dengan sebarang bahan tambahan lain seperti perencat pertumbuhan bijian (biasanya vanadium karbida atau kromium karbida pada penambahan subperatus) dan pelincir menekan. Campuran ini kemudiannya dikisar basah dalam kilang bebola untuk tempoh yang panjang - biasanya 24-72 jam - untuk mencapai pencampuran intim, memecahkan sebarang aglomerat dan mencapai taburan saiz zarah sasaran. Buburan yang digiling dikeringkan dengan semburan untuk menghasilkan serbuk berbutir yang mengalir bebas dengan saiz zarah yang konsisten dan ketumpatan yang sesuai untuk ditekan. Keseragaman pencampuran pada peringkat ini adalah kritikal: sebarang variasi dalam pengedaran pengikat merentasi serbuk akan menghasilkan variasi sifat tempatan dalam bahagian tersinter yang menjejaskan prestasi mekanikal dan kebolehpercayaan.
Menekan dan Membentuk
Serbuk kering semburan dipadatkan ke dalam bentuk hampir bersih yang dikehendaki menggunakan salah satu daripada beberapa kaedah menekan. Penekan die uniaksial digunakan untuk bentuk mudah seperti sisipan pemotongan, rod, dan bahagian haus dalam pengeluaran volum tinggi. Penekanan isostatik — di mana tekanan dikenakan secara seragam dari semua arah melalui medium bendalir — digunakan untuk bentuk yang lebih kompleks dan menghasilkan ketumpatan hijau yang lebih seragam, yang diterjemahkan kepada sifat tersinter yang lebih konsisten. Penyemperitan digunakan untuk menghasilkan rod dan tiub yang panjang. Penekanan sejuk menghasilkan padat "hijau" yang mempunyai kekuatan yang mencukupi untuk pengendalian tetapi masih mesti disinter untuk membangunkan sifat terakhirnya. Beberapa bentuk kompleks dihasilkan melalui pengacuan suntikan campuran karbida-pengikat-polimer (acuan suntikan logam atau proses MIM) sebelum menyahikat dan mensinter.
Pensinteran
Pensinteran is the critical step that transforms the pressed green compact into fully dense cemented tungsten carbide. The compact is heated in a controlled atmosphere furnace — typically hydrogen or vacuum — through a carefully programmed temperature cycle that first burns off the pressing lubricant, then reaches the sintering temperature, which is above the melting point of the cobalt binder (approximately 1320°C) but well below the melting point of tungsten carbide. At sintering temperature, the liquid cobalt phase wets the tungsten carbide particles and draws them together by capillary action, filling pores and producing a dense, cohesive structure as the part cools and the cobalt solidifies. The finished sintered part is typically 20–25% smaller in linear dimensions than the green compact — a predictable and precisely controlled shrinkage that is accounted for in the tooling design. Hot isostatic pressing (HIP) is often applied after sintering to eliminate any residual microporosity, further improving density, toughness, and fatigue resistance in premium grades.
Pengisaran dan Kemasan
Karbida tungsten tersinter terlalu sukar untuk dimesin oleh alat pemotong konvensional — ia mesti dikisar menggunakan roda pelelas berlian untuk mencapai toleransi dimensi yang ketat dan kualiti kemasan permukaan yang diperlukan untuk alat pemotong, bahagian haus dan komponen ketepatan. Pengisaran berlian karbida bersimen ialah operasi mahir dan intensif modal, dan parameter proses pengisaran — spesifikasi roda, bendalir pengisar, kadar suapan dan kekerapan pembalut — memberi kesan ketara kepada kedua-dua ketepatan dimensi dan keadaan bawah permukaan bahagian siap. Pengisaran yang tidak betul boleh menyebabkan tegasan tegangan sisa atau retakan mikro yang mengurangkan keliatan dan hayat keletihan mata pemotong. Untuk aplikasi alat pemotong, pinggir tanah selalunya diproses lebih lanjut melalui penyediaan tepi — operasi mengasah atau memberus terkawal yang menghasilkan jejari tepi yang jelas yang meningkatkan hayat alat dengan mengurangkan serpihan pada pinggir pemotong di bawah kesan dan kitaran haba operasi pemesinan.
Memahami Gred Tungsten Carbide dan Maksud Nombor
Tungsten karbida bersimen komersial bukan satu bahan tetapi satu keluarga gred yang sifatnya dipelbagaikan secara sistematik dengan melaraskan kandungan kobalt, saiz butiran karbida, dan penambahan fasa karbida lain seperti titanium karbida (TiC), tantalum karbida (TaC), dan niobium karbida (NbC). Memahami sistem gred membantu jurutera dan profesional pembelian memilih gred yang paling sesuai untuk aplikasi khusus mereka dan bukannya lalai kepada pilihan tujuan umum yang mungkin tidak optimum.
| Ciri Gred | Kobalt Rendah (3–6% Co) | Kobalt Sederhana (8–12% Co) | Kobalt Tinggi (15–25% Co) |
| Kekerasan | Sangat tinggi (1700–1800 HV) | Tinggi (1400–1600 HV) | Sederhana (1000–1300 HV) |
| Ketahanan pakai | Cemerlang | bagus | Sederhana |
| Keliatan / rintangan hentaman | Lebih rendah | bagus | tinggi |
| Kekuatan pecah melintang | Sederhana | tinggi | Sangat tinggi |
| Ketumpatan (g/cm³) | ~15.0–15.3 | ~14.3–14.9 | ~13.0–14.0 |
| Aplikasi biasa | Bahagian haus ketepatan, lukisan wayar mati, cincin meterai | Sisipan pemotongan logam, kilang akhir, gerudi | Petik perlombongan, alat pengilangan jalan, bit penggerudian batu |
Saiz butiran ialah pembolehubah yang sama pentingnya yang berinteraksi dengan kandungan kobalt untuk menentukan keseimbangan sifat sesuatu gred. Gred butiran halus (saiz butiran WC di bawah 1 mikron, dikelaskan sebagai submikron atau ultrafine) mencapai kekerasan dan rintangan haus yang jauh lebih tinggi pada kandungan kobalt tertentu berbanding gred butiran kasar, manakala gred butiran sederhana (1–3 mikron) menawarkan gabungan kekerasan-kekerasan yang seimbang, dan gred butiran kasar (melebihi 3 mikron hingga kekerasan maksimum). Sistem penetapan ISO untuk gred pemotongan karbida bersimen — P, M, K, N, S, H — mengkategorikan gred mengikut jenis bahan bahan kerja yang direka bentuk untuk dipotong, menyediakan titik permulaan praktikal untuk pemilihan gred alat pemotong walaupun tanpa pengetahuan terperinci tentang metalurgi asas.
Aplikasi Perindustrian Utama Tungsten Carbide
Tungsten karbida bersimen digunakan merentasi pelbagai industri dan aplikasi yang sangat pelbagai. Perkara biasa yang melalui kesemuanya ialah keperluan untuk bahan yang menggabungkan kekerasan, rintangan haus, dan keliatan yang mencukupi untuk bertahan dalam persekitaran operasi yang menuntut di mana bahan konvensional gagal sebelum waktunya. Sektor berikut mewakili aplikasi paling penting mengikut volum dan kepentingan teknikal.
Memotong dan Pemesinan Logam
Pemotongan logam — pembuatan komponen ketepatan dengan mengeluarkan bahan daripada bahan kerja logam menggunakan alat pemotong — ialah aplikasi tunggal terbesar untuk karbida tungsten bersimen mengikut nilai. Sisipan pemotong boleh diindeks karbida, kilang hujung karbida pepejal, gerudi karbida dan bar penggerudian karbida sebahagian besarnya telah mengalihkan alat pemotong keluli berkelajuan tinggi di pusat pemesinan CNC moden kerana ia boleh beroperasi pada kelajuan pemotongan tiga hingga sepuluh kali lebih tinggi daripada HSS sambil mengekalkan mata pemotongan yang tajam untuk lebih lama. Ini diterjemahkan terus kepada produktiviti mesin yang lebih tinggi, kos yang lebih rendah bagi setiap bahagian, dan kemasan permukaan yang lebih baik dan ketekalan dimensi dalam komponen mesin. Sisipan yang digunakan dalam operasi memusing, mengisar dan penggerudian biasanya disalut dengan satu atau lebih lapisan salutan seramik keras — titanium nitrida (TiN), titanium carbonitride (TiCN), aluminium oksida (Al₂O₃), dan aluminium titanium nitride (AlTiN) yang paling biasa — digunakan oleh pemendapan wap fizikal (PVD) atau pemendapan kimia (PVD). Salutan ini menambah lapisan tahan haus tambahan yang memanjangkan lagi hayat alat dan membolehkan kelajuan pemotongan yang lebih tinggi, terutamanya dalam pemesinan kering atau hampir kering di mana penggunaan cecair pemotongan diminimumkan atas sebab persekitaran dan kos.
Perlombongan, Penggerudian, dan Penggalian Batu
Penggerudian perlombongan dan pembinaan mewakili kategori aplikasi kedua terbesar untuk tungsten karbida, menggunakan jumlah besar kobalt tinggi, gred yang dioptimumkan keliatan dalam bentuk mata gerudi, sisipan pemotong berputar, naikkan kepala boring dan pemotong cakera mesin bor terowong (TBM). Bit gerudi kon roller trikon untuk penggerudian minyak dan gas menggunakan ratusan sisipan karbida setiap bit untuk memotong formasi batuan pada kedalaman ribuan meter. Bit gerudi percussive untuk perlombongan permukaan dan bawah tanah menggunakan butang karbida yang mesti menahan kesan tenaga tinggi berulang kali peralatan penggerudian pneumatik atau hidraulik dalam batu yang melelas. Pemetik gunting perlombongan dinding panjang dan pemetik gendang penambang berterusan menggunakan alat berhujung karbida untuk memotong arang batu dan batu lembut di lombong arang batu bawah tanah. Dalam setiap aplikasi ini, gred karbida mesti dioptimumkan dengan berhati-hati untuk memberikan rintangan maksimum kepada gabungan khusus lelasan dan hentaman yang ditemui dalam jenis batu sasaran, kerana gred yang terlalu keras akan patah di bawah hentaman manakala yang terlalu lembut akan haus dengan cepat dalam keadaan yang melelas.
Lukisan Wayar dan Dies Pembentukan Logam
Mati tungsten karbida ialah bahan standard untuk lukisan wayar — proses mengurangkan diameter dawai logam dengan menariknya melalui satu siri apertur dadu yang semakin kecil. Gabungan kekerasan melampau, rintangan haus dan kekuatan mampatan yang disediakan oleh karbida membolehkan dadu lukisan wayar mengekalkan geometri apertur yang tepat melalui pemprosesan dawai yang sangat panjang — berpotensi ratusan ribu meter setiap dadu sebelum diganti — sambil menahan tekanan sentuhan yang sangat tinggi yang dijana pada permukaan dadu. Papat karbida digunakan untuk melukis dawai keluli, kuprum, aluminium dan aloi khusus merentasi julat diameter daripada beberapa milimeter ke wayar halus di bawah 0.1mm. Di luar lukisan dawai, karbida digunakan secara meluas dalam acuan pembentukan sejuk, penebuk lukisan dalam, acuan penggulungan benang, dan perkakas penyemperitan, di mana-mana sahaja gabungan rintangan haus dan kekuatan mampatan di bawah pemuatan kitaran diperlukan untuk mengekalkan ketepatan dimensi dan kualiti permukaan berbanding volum pengeluaran yang tinggi.
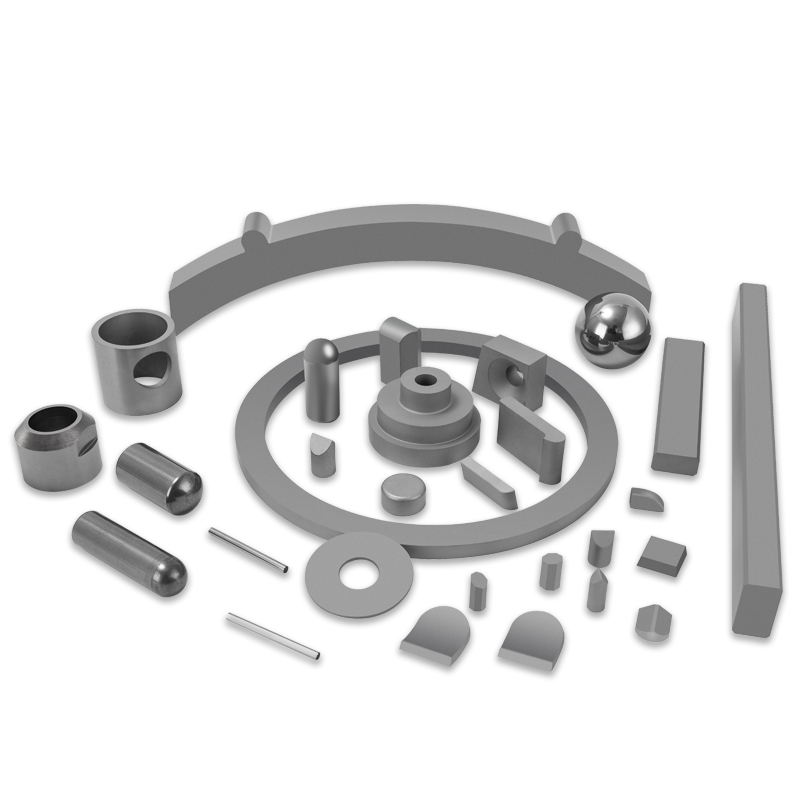
Bahagian Pakai dan Komponen Struktur
Bahagian haus dan aplikasi komponen struktur tungsten karbida merangkumi rangkaian produk yang sangat luas yang digunakan merentas industri yang pelbagai seperti kertas dan percetakan, pemprosesan makanan, pembuatan elektronik, mesin tekstil dan sistem pengepaman. Muncung karbida untuk sistem letupan dan penyemburan yang melelas menahan tindakan hakisan zarah kasar yang jauh lebih lama daripada alternatif keluli. Muka pengedap karbida untuk pengedap mekanikal dalam pam yang mengendalikan buburan melelas mengekalkan kemasan permukaan dan kerataannya melalui berjuta-juta kitaran operasi. Gulungan panduan karbida dan gulungan membentuk dalam talian pengeluaran dawai dan tiub mengekalkan ketepatan dimensi sepanjang pengeluaran lanjutan. Tempat duduk dan bebola injap karbida dalam injap kawalan aliran yang mengendalikan cecair proses yang melelas atau menghakis memberikan hayat perkhidmatan yang tertib magnitud lebih lama daripada alternatif logam konvensional. Dalam setiap kes, pemacu biasa untuk menentukan karbida ialah penghapusan kegagalan haus pramatang yang sebaliknya memerlukan penggantian yang kerap, masa mati mesin dan kehilangan pengeluaran yang berkaitan.
Alat Perubatan dan Pergigian
Karbida tungsten bersimen digunakan dalam aplikasi perubatan dan pergigian di mana kekerasan, biokompatibiliti, rintangan kakisan, dan keupayaan untuk memegang kelebihan tajam melalui kitaran pensterilan berulang menjadikannya lebih baik daripada keluli tahan karat. Gunting pembedahan, pemegang jarum dan forsep membedah yang dihasilkan dengan sisipan karbida pada permukaan kerjanya mengekalkan prestasi pemotongan yang lebih tajam dan lebih tepat melalui kitaran pensterilan dan penggunaan yang jauh lebih banyak daripada yang setara dengan semua keluli. Burs gigi untuk memotong enamel dan tulang gigi semasa prosedur hampir dibuat secara eksklusif daripada karbida kerana kecekapan pemotongan yang unggul dan tahan lama berbanding keluli. Instrumen pemotongan ortopedik termasuk reamer, ras dan gergaji tulang menggunakan karbida untuk meningkatkan prestasi pemotongan dan memanjangkan hayat perkhidmatan. Keperluan kebersihan dan biokompatibiliti yang ketat bagi aplikasi perubatan bermakna hanya gred karbida ketulenan tinggi tertentu dengan tahap unsur surih terkawal layak untuk kegunaan ini.
Salutan Tungsten Carbide: Cara Berbeza untuk Mendapatkan Prestasi Karbida
Di luar komponen karbida bersimen pepejal, karbida tungsten digunakan secara meluas sebagai salutan permukaan pada keluli dan bahan substrat lain menggunakan proses semburan haba, yang paling biasa semburan bahan api oksigen halaju tinggi (HVOF) dan semburan plasma. Dalam aplikasi salutan tungsten karbida, matlamatnya adalah untuk menggabungkan rintangan haus dan kekerasan karbida pada permukaan kerja dengan keliatan, kebolehmesinan dan kos substrat keluli yang lebih rendah, mencapai keseimbangan prestasi yang tidak boleh dihasilkan oleh kedua-dua bahan secara bersendirian.
Salutan tungsten karbida-kobalt (WC-Co) dan tungsten karbida-kobalt-kromium (WC-CoCr) yang disembur HVOF ialah salutan semburan haba yang paling banyak digunakan untuk perlindungan haus dan hakisan di seluruh dunia. Proses HVOF mempercepatkan zarah serbuk pengikat karbida kepada halaju yang sangat tinggi sebelum hentaman dengan substrat, menghasilkan salutan yang padat dan terikat dengan kekerasan yang menghampiri karbida tersinter dan keliangan yang sangat rendah. Salutan ini digunakan pada komponen gear pendaratan pesawat untuk menggantikan penyaduran krom keras untuk perlindungan kakisan dan haus, pada aci pam dan lengan dalam perkhidmatan buburan yang melelas, pada gulungan mesin kertas tertakluk kepada haus kasar daripada kandungan gentian kitar semula, pada rod silinder hidraulik, dan pada banyak komponen lain di mana permukaan yang keras dan tahan haus memanjangkan hayat penyelesaian struktur keluli yang lebih besar adalah yang paling berkesan. Ketebalan salutan biasanya berkisar antara 100 hingga 400 mikron, dan permukaan bersalut boleh dikisar untuk toleransi dimensi yang tepat dan kemasan permukaan selepas semburan.
Sifat Fizikal dan Mekanikal Utama Tungsten Carbide Bersimen
Bagi jurutera yang menentukan tungsten karbida untuk aplikasi baharu atau membandingkannya dengan bahan alternatif, mempunyai gambaran yang jelas tentang julat sifat fizikal dan mekanikalnya adalah penting. Jadual berikut meringkaskan sifat yang paling penting merentasi julat gred biasa untuk karbida WC-Co bersimen.
| Harta benda | Julat Biasa (gred WC-Co) | Perbandingan dengan Keluli |
| Kekerasan Vickers (HV) | 1000 – 1800 HV | 3–7× lebih keras daripada keluli alat yang dikeraskan |
| Ketumpatan (g/cm³) | 13.0 – 15.5 | ~1.7–2× lebih tumpat daripada keluli |
| Modulus Muda (GPa) | 500 – 700 GPa | ~2.5–3.5× lebih keras daripada keluli |
| Kekuatan Mampatan (MPa) | 3500 – 7000 MPa | Jauh lebih tinggi dalam pemampatan daripada keluli |
| Kekuatan Pecah Melintang (MPa) | 1500 – 4000 MPa | Sebanding dengan atau lebih baik daripada keluli keras |
| Keliatan Patah (MPa·m½) | 8 – 22 MPa·m½ | Lebih rendah than steel; brittle in tension |
| Kekonduksian Terma (W/m·K) | 70 – 110 W/m·K | tinggier than most steels |
| Pekali Pengembangan Terma (×10⁻⁶/°C) | 4.5 – 6.5 | ~ separuh daripada keluli; pertimbangkan dalam perhimpunan terikat |
| Takat Lebur (°C) | ~2870°C (kompaun WC) | Jauh lebih tinggi daripada keluli (~1400°C) |
Kitar Semula dan Kemampanan Tungsten Carbide
Tungsten diklasifikasikan sebagai bahan mentah kritikal oleh kedua-dua Kesatuan Eropah dan Amerika Syarikat kerana risiko penumpuan bekalan — dengan China mengawal sebahagian besar pengeluaran utama global — dan peranan pentingnya dalam industri strategik. Risiko bekalan ini, digabungkan dengan nilai ekonomi tinggi tungsten, menjadikan kitar semula sekerap tungsten karbida sebagai komponen penting dalam rantaian bekalan tungsten global. Kira-kira 30–40% daripada tungsten yang digunakan secara global kini diperoleh daripada sekerap karbida kitar semula, bahagian yang industri sedang giat berusaha untuk meningkatkan melalui infrastruktur pengumpulan dan pemprosesan yang lebih baik.
Beberapa laluan kitar semula sedia ada untuk tungsten karbida terpakai. Proses menuntut semula zink melarutkan pengikat kobalt melalui tindak balas dengan zink cair pada kira-kira 900°C, meninggalkan butiran tungsten karbida utuh untuk digunakan semula selepas penyingkiran zink melalui penyulingan vakum. Proses ini lebih disukai apabila serbuk WC yang dipulihkan akan digunakan semula dalam pengeluaran karbida kerana ia mengekalkan saiz butiran dan mengelakkan pemprosesan kimia intensif tenaga yang diperlukan untuk menukar tungsten kembali kepada bentuk unsurnya. Proses aliran sejuk menggunakan impak berkelajuan tinggi untuk memecahkan karbida terpakai secara mekanikal kepada serbuk halus yang diadun dengan serbuk dara untuk dikitar semula. Proses penukaran kimia — termasuk laluan APT — melarutkan keseluruhan karbida padat dan membersihkan tungsten secara kimia melalui paratungstate ammonium, menghasilkan bahan yang setara dengan tungsten primer yang boleh dikarburkan kepada serbuk WC baharu. Nilai ekonomi sekerap tungsten karbida menjadikannya salah satu bahan industri kitar semula yang paling aktif, dengan rangkaian pengumpulan dan pemprosesan yang mantap beroperasi secara global merentasi industri alat pemotong, alat perlombongan dan bahagian haus.
Salah Tanggapan Biasa Mengenai Tungsten Carbide Patut Dihapuskan
Beberapa salah tanggapan berterusan tentang tungsten karbida beredar dalam kedua-dua konteks teknikal dan pengguna, dan menanganinya secara langsung membantu menetapkan jangkaan realistik tentang perkara yang boleh dan tidak boleh dilakukan oleh bahan tersebut.
- "Tungsten karbida tidak boleh dipecahkan": Ini adalah salah satu salah faham yang paling biasa, terutamanya dalam konteks barang kemas tungsten karbida dan produk pengguna. Karbida bersimen amat keras dan tahan haus, tetapi ia juga rapuh dalam ketegangan — ia mempunyai keliatan patah yang agak rendah berbanding keluli dan akan retak atau berkecai jika dikenakan hentaman atau tegasan tegangan yang mencukupi. Cincin tungsten karbida, sebagai contoh, tidak boleh dibengkokkan untuk mengeluarkannya dalam keadaan kecemasan seperti yang boleh dilakukan oleh cincin emas — ia mesti dipecahkan menggunakan teknik tertentu. Kekerasan yang menjadikan karbida begitu berkesan untuk aplikasi haus tidak dapat dipisahkan daripada kerapuhan yang menjadikannya terdedah kepada patah hentaman.
- "Semua tungsten karbida adalah sama": Frasa "tungsten karbida" merangkumi keluarga gred dengan sifat yang berbeza dengan ketara bergantung pada kandungan kobalt, saiz butiran dan fasa karbida tambahan. Gred pilihan perlombongan dengan 20% kobalt mempunyai kekerasan, rintangan haus dan ciri keliatan yang sangat berbeza daripada gred bahagian haus ketepatan dengan saiz butir kobalt dan submikron 6%. Menentukan "tungsten karbida" tanpa penetapan gred memberikan maklumat yang tidak mencukupi untuk kebanyakan aplikasi kejuruteraan.
- "Tungsten karbida tidak boleh tercalar": Walaupun karbida bersimen sangat kalis calar berbanding logam, ia boleh dicalar oleh bahan yang lebih keras daripada dirinya sendiri — terutamanya berlian, boron nitrida padu (CBN) dan beberapa bahan seramik. Pelelas bersalut berlian dan roda pengisar CBN digunakan secara rutin untuk mengisar dan menyelesaikan bahagian tungsten karbida dengan tepat kerana ia lebih keras dan boleh mengeluarkan bahan dari permukaan karbida.
- "Kobalt yang lebih tinggi sentiasa bermakna kualiti yang lebih rendah": Ini tidak betul dalam konteks aplikasi yang memerlukan keliatan dan rintangan hentaman. Gred kobalt tinggi direka bentuk khusus untuk aplikasi seperti pemilih perlombongan dan pemotongan berat yang terganggu di mana rintangan hentaman adalah keperluan utama. Dalam aplikasi ini, gred kobalt rendah yang dipilih berdasarkan kekerasan maksimum akan patah dengan cepat. Tahap kobalt yang betul adalah yang memberikan keseimbangan optimum kekerasan dan keliatan untuk aplikasi khusus - tidak tinggi secara universal mahupun rendah secara universal.
- "Alat tungsten karbida tidak perlu diganti": Alat karbida tungsten haus jauh lebih perlahan daripada alternatif keluli dalam kebanyakan aplikasi, tetapi ia haus dan akhirnya memerlukan penggantian atau pemulihan. Ekonomi alat karbida adalah berdasarkan hayat haus unggulnya — yang mengurangkan kekerapan dan kos penggantian berbanding alternatif yang kurang tahan haus — bukan pada hayat perkhidmatan yang tidak terhingga. Pemeriksaan kerap dan penggantian proaktif pada had haus yang sesuai sentiasa lebih baik daripada menjalankan alatan karbida untuk menyelesaikan kegagalan, yang biasanya menyebabkan kerosakan tambahan pada komponen yang berkaitan.
Produk Kami //
Produk Berkaitan